��ڏ��y�T�þ��ܽ��ٲ��y�ܳ��ι�ˇ
����ͨ�^����ڏ����ٲ��y�ܳ��ι�ˇ�������^��ͻ���ನһ�����wҺ��Û�ι�ˇ�ă��c�������U�����ٲ��y��Һ������ģ�ߵ��OӋ�����y�ܰ��Ԅӳ��ι�ˇ���̵Ľ�B�Ͳ�ͬ����Y���еij����b��Y���OӋ��ᘌ��ض����ܽ��ٲ��y�ܲ��������ij��ι�ˇ�b��Y����
1������
�������ٲ��y����һ�N���ԡ����ڡ��ЙM�y�Ĺܚ�����������Џ������������ܷ����ԣ��������������������ܮa���S��������M��λ�ƣ��ܷ����ܺá��ڙCе���x�������ա����졢��������܇�����ܡ�ʯ�ͻ��������ܵȸ��N���I�I��õ���Խ��Խ�V���đ��á����S�@Щ���úͽ��ى����ӹ����g��Ѹ�ٰlչ���䷽����Һ��Û�Ρ��CеÛ�Ρ����zÛ�Ρ��������Ρ��L�����Ρ����ӳ��κ�늳��e���εȡ�
����Һ��Û�εIJ��y�������õľC�����ܣ��L�����ο��Ԍ��F�ش�ֱ���IJ��y�ܣ����ӳ��ο��ԫ@�Ï��ԘO�õIJ��y�ܣ�늳��e��������Сֱ���߾��ȵIJ��y�ܡ�Ŀǰ����ڏ����y��aƷ���ÙCеÛ�κ͝L�����α��^�V����
2����ڏ����y�ܳ��η������^
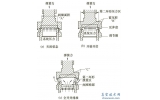
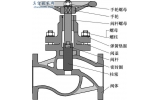
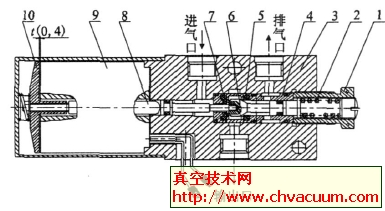
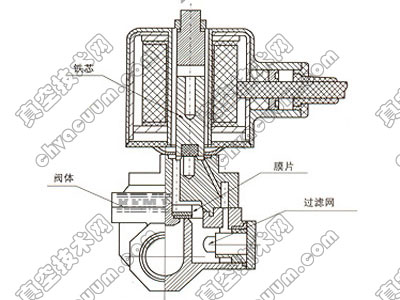
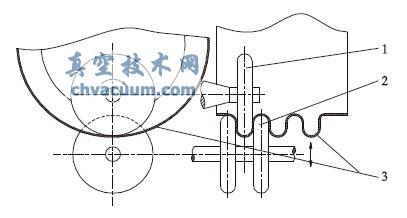
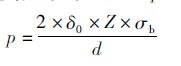
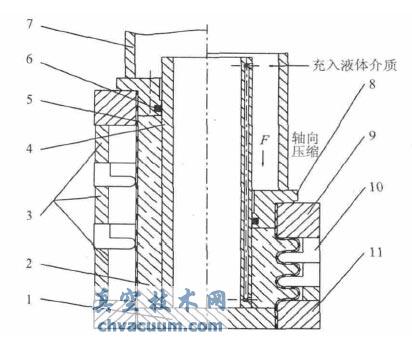
�����CеÛ���Ǵ�ڏ����y�܂��y��Ч�ij��η���( �D1) �����F��о�S�ƄӶ�������ģ�ķ������M�Іβ��B�m���Σ�ÿ�����y�M�ܿ����M���������D���Û����߲��y�ܲ��y�ĈA�ȣ�������Ȼ�����ڈA���ϵ�ȱ�ݣ��Ķ�Ӱ푽��ٲ��y�ܵ�ʹ�����ܡ��L������( �D2) �Dz��y�ܹ���������݆��һ���Ą�݆�Ď������D�£�������݆�͏Ą�݆�ď����M�o���Σ����ڝL�����ι�ˇ������u׃���Σ������ռ��g�W(http://lu714.com/)�J��ͬ�ӕ����ڲ��y�܈A���ϵľ���ȱ�ݡ��CеÛ�κ͝L�����εĹ��b��ˇ�����^���Σ�����Ч�ʺܸߣ���һ��Ҫ��Ĵ�ڏ����ٲ��y���������a���Б����^�ࡣ
1. �F��о�S 2. ����ģ 3. ���ඨλ�b�� 4. ���� 5��6. ��λ����
�D1 �CеÛ��
1. ����݆ 2. �Ą�݆ 3. ����
�D2 �L�������^��
����Һ��Û����ָ����Һ�w���|����ģ��ģ������Һ�w���|�ĉ���ʹ��ij��εĹ�ˇ������Һ��Û�ι�ˇ������С�ڏ����ٲ��y�ܵij������졣���ڴ�ڏ����D�w���ܽ��ٲ��y��aƷ����@�ø��õľC�����ܣ����Բ���Һ��Û�ι�ˇ���c�CеÛ�Ρ��L�����εĹ�ˇ��ȣ�Һ��Û�ν��ٲ��y�ܾ��в��y�A���^�ߡ�����M�ȃ��c���������܉���ΙCеÛ�Ρ��L�����Οo�����F��( U �β��y�������)���s����Ļ��D�w���ٲ��y��aƷ����S �ν��ٲ��y�ܡ�Ω �ν��ٲ��y�ܡ�W �ν����ܷ�h�ȡ�
����Һ��Û���ַ֞�β��B�mÛ�ι�ˇ���ನһ��Û�ι�ˇ���β��B�m���κͶನһ���Ԅӳ���һ����r�¿�������U �λ�V �β��y�ܣ����κ��γ���ģƬ����ͨ�^ֱ�ӷ�ģ�IJ��y�ܵIJ�������x����ģ�ͷ�ƬҲ����ͨ�^�Ԅ�ϵ�y�팍�F�����ԘO���������aЧ�ʡ�С������U �κ�V �β��y�ܲ��ð��Ԅӳ��ι�ˇ���Ժ����ܶ࣬����ģ��Ҏ������`��㡣��ڏ����D�w���ܽ��ٲ��y��aƷ�������^�٣�����ģ��ģƬ�^���ð��Ԅӳ����O��ɱ���ͣ�ԇģ��Ҳ���`���׃�����ڏ��s����IJ��y��aƷ��������ģƬ�ڳ����Ժ���Ҫ���s�IJ�ж������˱��^���ܵĴ�ڏ����ٲ��y�ܰ��Ԅӳ��θ������F��������Ҫ��BҺ�����ԄӶನһ��Û�ι�ˇ����( ���ĺ��Q���y��Һ��Û��) ��
3�����y��Һ��Û��ģ��
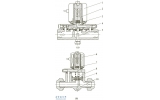
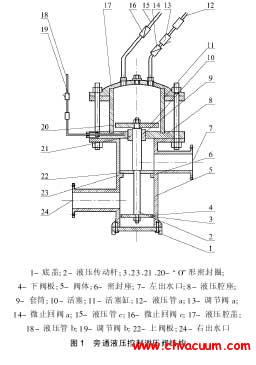
�������y�ܳ��ε���Ҫģ���ɳ���ģƬ�����ɶ��ܷ��b�ýM��( �D3) �����ڴ�ڏ��IJ��y�ܳ���ģƬ�����Բ��Ãɰ�ʽ�Y����һ��ǃ���hʽ����ģƬ���ȭh�ɰ���߶��Y������h��Ҫ�����ȭh���i�o���ã��m�ù����c����֮�g���g���࣬����ģƬ�^��( �����^С) ����r��Ҳ���Բ���ֱ�Ӄɰ�ʽ��ģƬ�]�Ѓ���h�������ӹ��Ƀɰ�ʽ���@����Ҫ�þo����˨�Ѿo��ͨ���m����ģƬ�^��( �����^��) �����Ή����������ߵ���r������hʽ����ģƬ�i�o�Y�������Ԍ��ȭhͨ�^б��ʽ���߉�Ƭʽ���b����h�ȡ�б��ʽ�ȭh��б��ͨ�^��h��ȱ�����D���b����hб��ۮ��У��̶��i�o�����á���Ƭʽ�cб��ʽ��ƣ��É�Ƭ���б��ۣ����b��ʽҲ��ͨ�^ȱ�ڰ��b��Ȼ�����o��ģƬ���@Щ���b�Y��Ҫ�����h���b���Ⱥܸߣ����C��ƬģƬ��һ�w�ԣ����ܱ��C���y�ܵij��ξ��Ⱥ��|����
���������ɶ˵��ܷ⣬һ����ù���������h��λ��ֹ����׃�Σ������������z�D���ܷ⣬�@�N�ܷ�Y�����Ա�������Ą��������Ҍ����y�ܹ����˿�Ҫ��( �����Ƕ��ӹ���) �����F�ܷ�ĽY��Ҳ�������^���Σ��ڳ��θ߉��aƷ�r���ܷ�Ч��Ҳͬ�����á�
4�����y��Һ��Û�λ�������
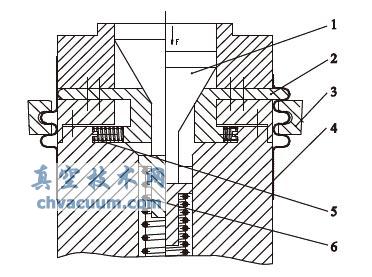
�������y��Һ��Û�����̞�����ϰ��b→���bģƬ��ģƬ��λ�K→��Һ→�i�o�ɶ��ܷ�→�䉺→ж��→���ģƬ��λ�K→�䉺→����→�����M��→ж��→�˸�→жģƬ→ж�������y��Һ���քӶನһ��Û�ε��ͽY����D3 ��ʾ��ԓ�^�̷֞�ɂ���Ҫ���E����1 ���dz䉺��Û�^�̣����y�ܹ�����Û��ģƬ��ͨ�^ģƬ��λ�K��֧�ζ�λ�̶��ڹ����v��ĸ���λ�á���1 ����ж�����ģƬ��λ�K���ٳ䉺�����Ή�����Ȼ�։�����׃����2 ���DZ����M�o�^�̣��S������M�o�����s��ģƬ���n�����y�ܳ����ꮅ��
�������y��Һ��Û�Ή�����ָ���y�ܹ�Û�������S���M�o�^���еĉ���p��
����ʽ��p-Û�Ή���;p = F /Ae;F-���y��Û���^���еĉ��s��;Ae-�v����Ч�Љ���e;δ0-���y�ܹ����Όӱں�;Z-���y�ܹ����Ӕ�;σb-���y�ܹ������Ͽ�������;d-���y�ܹ����ȏ�
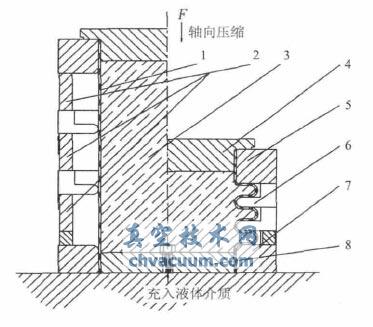
1. ���� 2. ���ඨλ�b�� 3. ���Ή������| 4��8. �ϡ����ܷ��b�� 5��7. �ϡ����ܷ���h 6. ����ģƬ
�D3 Һ��Û��
�������y�ܳ��Εr���õĿv���M�o�O�䉺�����h���ڲ��y��Û���^���еĉ��s���������C���y�ܳ��ι�ˇ�ķ������Լ��O���ʹ�É��������ڲ��y��Û���M�o�^���в��y�܃�ǻ�w�e��u�pС����Һ�Ӊ��b����Ҫ�����S��ǻ�ȵĉ�����������˿v�s�ٶȺͳ䉺�b�������ٶȾo�����P�������^�̉��s�^�죬���y�ܹ�����ǻ������˲�g���������y��Û�γ��ĸ����y���������еIJ��y�⏽�^�ܱ��^�֜p���������ѡ�
5�����y�ܳ��Ό���
�������y�ܳ����^���У����y�ܹ����Ȳ��䉺���S����Ҫ�M�o���sʹ���y�ܳ��Σ����S�s��һ�����P��Ҫ���^�̡���ˌ��ڲ��y���^�ࡢ���y�ܸ����y����ͬ�S��Ҫ���^�ߡ����y�ܳ��Ή����^�����r�r��회����y��ģƬ�M���S�����M�Č���
����5.1���⌧�����
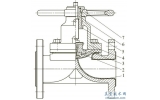
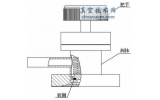
������ڏ��IJ��y�ܳ��β��ýY���������Ρ������ɶ��ܷ����������⌧��ˇ���^��Ҋ���⌧��һ������������ϵČ������팍�F���y�ܳ����^����ģƬ�ƄӵČ������( �D4) ���������|�Ă��y���¶�ע�룬��������Ҫ���̎�����Ӳ�ȣ�������οv�������M�o�^���У�����ģƬ�l�������F��Ӱ푳����|����
����5.2���Ȍ������
���������y�ܳ��ι������g���㡢���߳��Ή����^�߶��M�o���C��λ�����߳��ι���ֱ���^�����r�£����y�ܳ��ο��Բ�����D5 ��ʾ�ăȌ�����ι�ˇ���c�⌧����α��^���Ȍ�����ι�ˇ���ԜpС�����_���ռ����e���������ڹ����v����Ч�Љ���e�ĜpС���Դ�ͳ����S�s�ĉ��C��λҪ���ǃȌ�����ι�ˇ���ڻ����ܷ�Y��������ģ�ߵļӹ����Ⱥ��|��Ҫ���^�ߣ����L�r�g�ĸ߉��\����r�£����������b���ʹ�É����^�͡�
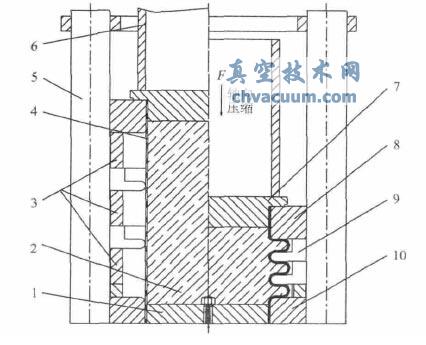
1��7. �ϡ����ܷ��b�� 2. ���Ή������| 3. ���ඨλ�b�� 4. ���� 5. ���Ό�����( ����ʽ) 6. �M�o���͉��� 8��10. �ϡ����ܷ���h9. ����ģƬ
�D4 �⌧�����
1��8. �ϡ����ܷ��b�� 2. ���Ή������| 3. ���ඨλ�b�� 4. ���Ό���� 5. ���� 6. �����ܷ�h 7. �M�o���͉��� 9��11. �ϡ����ܷ���h 10. ����ģƬ
�D5 �Ȍ������
����5.3���o�������
�����β��������ٲ��Ĵ�ڏ����ٲ��y�ܺͽ��ٲ��y��aƷ���Բ��ßo����ij��νY�������ڻ��D�w��y�ܮaƷ�����䉺��Ȳ������������Ǿ���ģ����S��λ���^С���S�sʩ���c�c�S���غϕr������ʡ�Ԍ���ą��c��ԓ�Y�����Դ���������ٲ��y�ܳ��ι�ˇ�b�䣬ģ�ߵ��b��Ҳ�����`��㡣W �ν��ُ����ܷ�h( �D6) ���Բ��ßo������νY�����a��
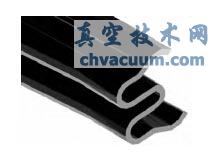
�D6 W �ν��ُ����ܷ�h
6���Y�Z
��������Һ�����ԄӶನһ��Û�ι�ˇ�������a�������ڏ����ܽ��ٲ��y�ܺͽ��ٲ��y������ܷ���ѽ��ڇ����Ƽ������îaƷ�еõ��ˏV���đ��á�ʹ�øߜغϽ�������g�Ͻ����a�ĮaƷ���ԑ����ڸߜع��r�»��g�Խ��|ʹ�õ����y���揗�Խ����ܷ⡢�ܵ��B�ӽ����ܷ�ȵȡ��aƷ���еĸ����ܞ��ڏ���λ���a���������ô��ʰl�әC�Ś�ϵ�y�a�����ṩ�����ڵ�ʹ�É�����