��ՙz©���g���Ժ�늻��t�S���еđ���
�������ĽY����ՙz©�ĸ�����x����������Ժ�늻��t���ϵ�y�����c��Ԕ���v������ՙz©��ԭ������ע����헣�ͨ�^���H���a�^���Ќ��H�ęz©�^�̿��Y���˙z©�x�����^���е�ע����헣�������H���a������Ҫ��ָ�����x��
��������Ժ�늻��t��Ŀǰ�������۟��䆵�ϡ�н��ٵ���Ҫ�O�䣬�����������������Ч�Ľ��ͽ��ټ���Ͻ��еĚ��w���������ʴ_�Ŀ��ƻ��W�ɷ֣������T�V���|���ȃ��ݣ�������V�����á��ڌ��H���a��ᘌ��˼�䆲ā��v�۟���նȼ�©������늻��t����Ҫ�Ĺ�ˇ���������ڷN�Nԭ�����©���������o�������_����ˇ������Ҫ���Ӱ����a�M�ȺͮaƷ�|������ˣ���ο��ٵİl�F©�c������վS���^���е��P�I��
1����ՙz©�ķ���c����
����1.1����ՙz©�ĸ���
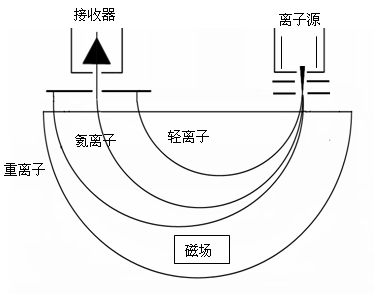
������ՙz©���Ǚz�y���ϵ�y��©�ⲿλ�����С���^�̡�©��֞錍©��̓©�ɷN����©��Ҫ�����ښ��wͨ�^ϵ�y�ϵ�©���g϶�ĸ߉�������͉��ȵ��^�̣������O�����톖�}��Ҳ�DZ����о��c��Q�����c���}��̓©��Ҫ�����ڲ��ϷŚ⡢���������Y���w�������l��ԭ������Ě��w�������ߵĬF����Ҫͨ�^�L�r�g�ij�Ռ��l���Ě��w���ϵ�y����������ʹ�ú����a��
����1.2����ՙz©�ķ��
������ՙz©���Է֞�ɴ����һ���䉺�z©�����ڶ�����ՙz©����
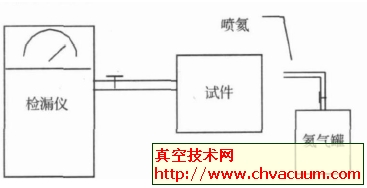
�����ٳ䉺�z©����ָ�ڱ��z���Ȳ�����һ��������ʾ©���|��������z������©�ף�ʾ©���|��©��©������һ���ķ�����x���ڱ��z���ⲿ�z�y��©��©����ʾ©���|�ķ�������Ҫ���������� ���������ݷ��ȡ�
��������ՙz©����ָ���ܵ��͙z©��������Ԫ��̎����ՠ�B���ڹܵ����ⲿʩ��ʾ©���|�������©�ף�ʾ©���|�͕�ͨ�^©���M�뱻�z��������Ԫ�ؿ��g��������Ԫ���z�y��ʾ©���|�ķ�������Ҫ�����Ӌ�����o�B�����������|�V�z©�x����
2������Ժ�늻��t��ϵ�y���c���z©Ҫ�c
��������Ժ�늻��t�۟����鹫˾�˼�䆲����a�ĵ�һ��������Ҫ�����նȼ�©���ʷdz�����ֻ�Ю�©�����_��0.65 Pa/min ���²����S�۟�����������Ժ�늻��t��ղ��ְ���ǰ����ձá���С�_�ıá���չܵ��Լ��Ϡt�Һ���岿�֣���ՠt�Ҳ����ݷe��©�c������c���κ�һ���ط��l��С��©�ⶼ���������նȽ��Ͷ��o���M���۟���ˇҪ�������ռ��g�W(http://lu714.com/)�J����������䉺�z©���@Ȼ�ǟo���_���z�yҪ��ģ�ͨ�����ý�����ϵ�y���������ϵ�y����ՙz©����Ŀǰ�֏S��Ҫ���ú��|�V�z©�x��z�y늻��t��©�c��
����2.1������Ժ�늻��t���ϵ�y���ú���
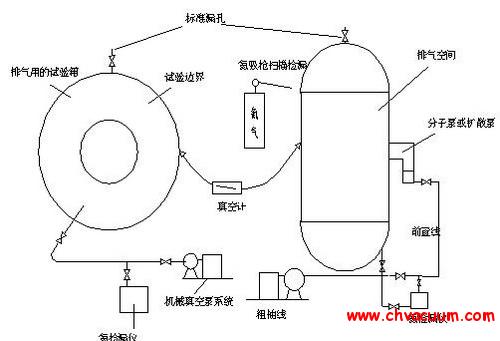
������D1 ��ʾ��늻��t���ϵ�yԭ��D���������Cе�����_�ı����������á����y�ȽM�ɵġ����д��_�ı��c�������ò�ʹ�ã�����������1Pa ͨ�����ÙCе���c��С�_�ıù�ͬ��գ�������С��1Pa �rͨ�����ÙCе�á��_�ı��c�������ù�ͬ�����ɡ�
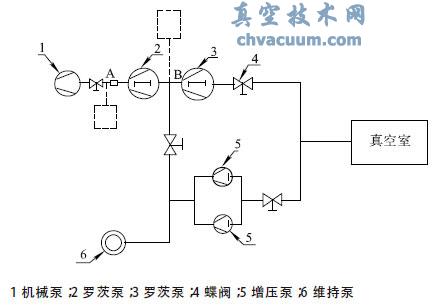
�D1 늻��t���ϵ�yԭ��D
����2.2����ՙz©��Ҫ�c�c���E��
����2.2.1�������Д�©����ڌ�©߀��̓©������չ�·©��߀������۟���©��
�������������һ���r�g���P�]�D1 ��4 ̖�y��ӛ��۟��҃ȵ���ʼ��ն������B�mӛ�5min��ӛ�ÿ�����ʼ�t�҃ȉ����քeP0��P1��P2��P3��P4��P5����(P5-P0)/5>0.65 Pa/min �C����ՠt�҃ȵ�©��δ�M�㹤ˇҪ�˕r��Ӌ��ÿ��犵ĉ����ʣ� ���(P1-P0)≈(P2-P1)≈(P3-P2)≈(P4-P3)≈(P5-P4)�r�������ж���ՠt�Ҵ���©��F���ڌ�©�������(P1-P0)>(P2-P1)>(P3-P2)>(P4-P3)>(P5-P4)�r�������ж�����Ҍ���̓©�������^�m���L��Օr�g��z��ܵ��Ƿ�©�⡣����ԓ�����Լ��ж���©�c�Ĵ�� ^��λ���ú��|�V�z©�x�����������z©��
����2.2.2�����|�V�z©�x���_ʹ��
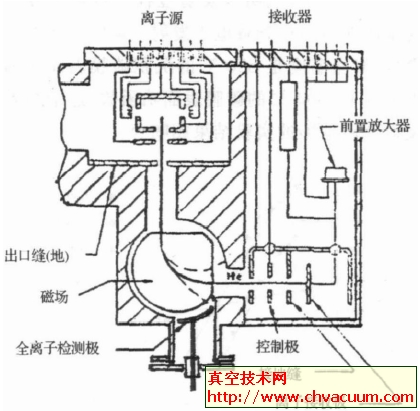
����1.���|�V�z©�x�Ĺ���ԭ��
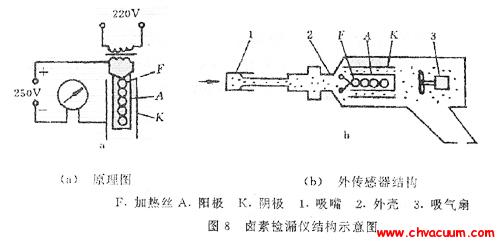
�����֏S�Fʹ�õ��ǺϷ���x�Ƽ����a��SFJ-261�͙z©�x��ԓ�z©�x��С�əz©�����_��5×10-12Pa·m3/s���h�h��������Ժ�늻��t�O��©��4×10-3Pa·m3/s ��Ҫ�z©��14 �����z©������1000Pa����Ȳ�ԭ��D��D2 ��ʾ��
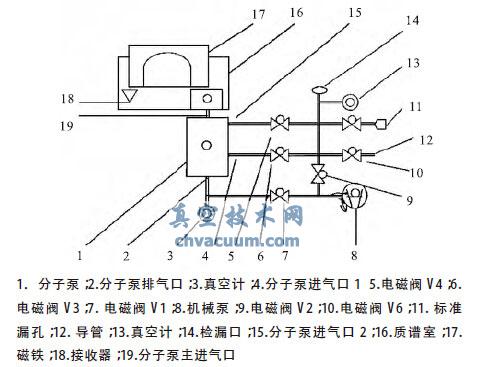
�D2 ���|�V�z©�xԭ��D
���������l����
�����ٙz©�xҪ�������ʹ�z©�x�Ȳ����ϵ�y������������˙z©�x�Cе��8�����ӱ�1 ��늴��yV1 ���������_���|�V������Ҫ�ĸ���գ��M���x��Դ�ɿ������r���_���z©�x�����l�������҂����f���ԙzͨ�^��
�����ڝM��z©��14 �_��1000 Pa ���£���������Ժ�늻��t�ݷe�s2~3m3����˟o��ʹ�Ùz©�x��������ձ��M�Рt�ҳ�գ����ʹ��늻��t�����ϵ�y����z©�x���o��ϵ�y�����գ��Ķ��M��z©��1000 Pa ���µ�ʹ��Ҫ��
����2.�z©�x��늻��t���ϵ�y�е��B��
�����z©�xԭ��D��14 �z©�ڵ�λ��ͨ�������B���ڈD1 ��̓��A ��B ��λ�ã�����@��̎�����_���z©�x�z©��С��1000 Pa �Ĺ���Ҫ���ڴ֙z�ɂ�λ�ö��܉��_��Ҫ������ϵ�y��С©��λ�õ��x��t�ஔ�P�I�����ں˼���T�V�����a���f����©�ʽ���0.65~1.5 Pa/min �r��Ҫע��λ�õ��x����Ҫԭ�������ڣ�ԓ��̖�ęz©�x�֞�z�y��©����©��©�����z©��14�ĉ���100 PaPa<Pa<1000 Pa �r�z©�xV1 ��V2���_�����ⲿ�ַ����ط��ӱ��Ś�������M���|�V�ң����ֻ�Ю���������^���r���ܱ��z�y����������10 Pa<Pa<100 Pa �r���z©�x�P�]V2�����_V3��V1 �y���˕r��������^����4 ̎���ӱ��M���1 �����M���|�V���У����ԙz�y��ϵ�y����©����Pa <10 Pa �r���z©�x�P�]V3�����V4��V1 �y���˕r������Ӵ���15 ̎���ӱ��M���2 �����M���|�V���У��_���z�y©��Ч����
�������������������r�Cе���M���A ̎����ն��ܹܵ������Լ��ñ����ij�����������ص�Ӱ푣�ͨ����նȿ�����20~200 Pa �ķ����ȣ������ռ��g�W(http://lu714.com/)�J�錦�ڙz�y��©���f���п��܌��z©�x��V3 �y�o�����_��ʹ����©�IJ���©�ןo���z�y�������@Ҳ�Ǟ�ʲô�ڬF���z©�^�����Еr�o���z�y��©�c����Ҫԭ��
����С�_�ı��M���B ̎���H���ǙCе���c�_�ı����ϳ�գ���ն�ͨ�����C��10~30 Pa �����ȣ��܉��C�z©�x����©�ķ������M�й������������4 ��15 ̎�����M���|�V���У����C�z©�x�ķ����ɿ�������
����2.2.3���z©�����Č�ʩ
����ֻҪ���_�����Ùz©�������A�к����_�B�ӺÙz©�x��;߂��˙z©��ǰ�ᣬ�����������²��E�M�в顢�z©������
��������������늻��t���ϵ�y�����t���_������������նȺ�ͨ����10 Pa ���£����_�z©�x�_ʼ�M�й�����
�����ڰ����ȸߺ�͡��Ƚ����h��������Ό��t�Ҹ����c�M�Ї�����ᘌ�����Ժ�늻��t���Ժ����ęz©·������������늘O�U���ܷ�̎———�^��ײ���̎———�t�^���m———��巨�m———��ՙz�y��———��չܵ�———��Փ����y———��С�_�ġ�
�������ⲿ�o�������z©��λ�ęz�顣�ⲿ���ׇ����z�鵽�IJ�λ��Ҫ�У�a. 늻��t֧�ΗU���ܷ⣻b.��ӿ��^�ܷ⣻c.���|�ܷ⣻d.��ՠt�҃ȸ�Ӻ��p̎�ĝB©��e. �����Փ����y�Ȳ��w���ܷ⡣
����a��b��й¶��Ҫ��������늘O�U���^ä�壬��늘O�U�²������~��늷��m���²��������õĎ����ܷ�Ȧ��ä������˨�̶���ԭ��늷��m̎�����³�ղ����t�Ҝy�����ʣ�����������@���½��t�����C���Ǵ�̎����©�⡣
����c ��Ҫ��������Q���������b������һ�M����M�Љ����ʌ���ԇ�ķ�����
����d ��Ҫ���ø�ӃȲ������ķ�ʽ����늻��tˮ�������еij�ˮ�y�Tȫ���P�]���P�]���t���Mˮ�y��������Mˮ�y�T����ˮ���M�ڌ��t
�����Ҹ���M�Ї������������䵽0.1MPa ���؏͙z©�x�ęz©�����������ӝB�⣬���w���M��t�ұ��z©�x�z�y��
����e ͨ�^�_��ͣ�Ùz�y�����ʵķ�ʽ�z�y����������y�Ȳ��w��©�⣬�t���y�T�P�]����r�£�ֹͣϵ�y��ձù����Ͳ�ֹͣ����r�����ʕ����^���@��׃����
3���YՓ
��������ͨ�^���z©����z©�xԭ����늻��t�z©�IJ��E��Ԕ����B���ҵ�������Ժ�늻��t�z©�IJ��E��Ҫ�c��ʹ�������^�̸�����������ģʽ���������ڌ��H�Ĺ����Ќ��F���Č��H��������Ҫ��ָ�����x��ͬ�rϣ�����Č����P�ИI��Q��Ɔ��}����������
�����īI
����[1] ����.��ՙz©�ھS���еđ���[J].�Cе���죬2006��(4):65-67.
����[2] ��܊�ʣ�����ȫ�������. ����Ժ�늻��t���ϵ�y�z©[J]. ��գ�2005��(5):37-39.