��������������O��(EBW)��ճ��ϵ�y(t��ng)�OӋ
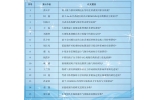
��������ٵ���ճ��ϵ�y(t��ng)�Ǵ�������������O��(electron beam welding,EBW)�бز����ٵĽM�ɲ��֡����Ľ�B��һ��������������O������ճ��ϵ�y(t��ng)�ĽM�ɼ����OӋ˼·������,��������ճ��ϵ�y(t��ng)���ܵõ��ı�����նȡ����r��ն��Լ����A�εij��r�g�M����Ԕ����Ӌ�㡣���������O��������ṩһ�������˼·�ͱ�ݵķ�����
�������H��˾�׃������ITER��International Thermonuclear Experimental Reactor�������ڽ��O�е�һ������Cȫ�ߴ�ɿغ˾�׃���g�Ŀ����Զ��OӋ�ć��H�п��R�ˌ��ѡ��п�Ժ���x���w�����QITER �Ŀ���̲�ُ���ĺ��Ӽ��g�y�}���M����H�M���a(ch��n)Ʒ����ć���Ҫ�M���M��һ�״�������������O�䡣
������������ǽ���ʮ����°l(f��)չ������һ�N�ۻ����ӷ���, �����ÿ��g�����\�ӵ�������Ը���ײ�������������a(ch��n)���ğ���ʹ�����ۻ����γɺ��p����������ӵ��|��һ����ȡ�Q�������Դ�Լ��ӹ���ˇ�ă�(y��u)��������������ļӹ���ˇ���f���ܴ�̶���ȡ�Q����յĭh(hu��n)������նȵ���߿��Ԝp�ٸ���������Ĝp�ٺ�����F(xi��n)����������ʌ�������������ӹ��r�g�����Q���Ե����á�
�����˴�������������O�������ݷe�^����Ҫһ������ٵ����ϵ�y(t��ng)���F(xi��n)������ճ��ϵ�y(t��ng)�M���OӋ��
�OӋҪ��
��������ʹ�������(n��i)���s�|������յ�Ӱ표p����С�����LꎘO���������M���ܵ��������������ҵ���նȡ������r�������轛(j��ng)���_���Ը��Q���Ӽ�������Ҫ�M���ܵp����ճ��r�g������ߺ���Ч�ʡ�
��������ճ��ϵ�y(t��ng)�ľ��w�OӋҪ�����£�
����(1) ����������ݷe��48 m3�����Ϟ�ͺϲ��P䓡��ں���ǰ�������ҵı�����ն�Ҫ���_��1×10- 2 Pa��
����(2) Ҫ�����ϵ�y(t��ng)���m���l����“�Ś�—�����”ѭ�h(hu��n)��B(t��i)�������ҳ鵽1×10- 2 Pa ���õĕr�gҪС��30 min��
����(3) ��Ә����������60 kW���������Ϟ鲻�P䓻��~����Ә������r�����ҵ���ն�Ҫ���_��5×10- 2 Pa��
����(4) ��Ѹ���ų�ͻȻጷŵĚ��w������麸���^�������ஔ��(sh��)���Ľ�������ጷţ����ҹ����������ұ���ĸ������w���ܟ��Ҳ��ጷų������粻���r�ų����͕�˲�r������նȣ�
��ճ��ϵ�y(t��ng)���OӋ˼·
������ճ��ϵ�y(t��ng)�����Ĵ_������횝M����r�g����նȵ�Ҫ�����ҵ��w�e�^���Լ�Ҫ��鵽������յĕr�g�^�̣����Ա���x�����ٵĴֳ�á�����������b���ڹ����r�������^��ʹ���ڹ����r���ܝM����նȵ�Ҫ����x��߳��ٵ����á����r�¿՚��е��s�|�^�࣬���ñ���ڴ˹��r������������������Ŀǰ����ի@�ü��g���Լ�������(n��i)��ͬ��b�õ��{(di��o)�У��҂��x��ij�ⷽ���飺�Uɢ����������ձã���Ƭ��- �_�ıÙC�M���ֳ�á�
�Uɢ�õă�(y��u)�c��
����(1) �Uɢ�����ṩ����Ś������Ԍ�����Ě��wؓ�d��
����(2) �Uɢ�ó��ٴ����L���߿ɿ����S�o�٣�
����(3) �ɸ�Ч������еĚ��w���ӣ��o����x���ԣ���
����(4) �����(y��u)�ăr��/ ���ٱȡ����ϵ�y(t��ng)��ԭ����D1 ��ʾ��

������D1 ��ʾ������������Լ������ij��ϵ�y(t��ng)���F(xi��n)��Ҫ�OӋ�����ҵij��ϵ�y(t��ng)��ϵ�y(t��ng)�Y�������֣��Uɢ��ͨ�^DN1000, �L1m �ij��ܵ�����(j��ng)ֱ�Ǹ���Փ����y�c�������B�ӣ��_�ı�ͨ�^DN250���L2 m �Ĺܵ��c�����ܵ��B�ӣ���ͨ�^DN250���L1 m �Ĺܵ��c�Uɢ���B�ӣ���Ƭ��ͨ�^DN100���L1 m �Ĺܵ��c�_�ı��B�ӡ��ڴ˳��ϵ�y(t��ng)��(n��i)���_�ıÙC�M�ڳ��ǰ�����ֳ飬���Uɢ�Æ��ӕr���Uɢ�õ�ǰ���á��A��һ���ڣ������r�g����նȵ����µ�Ҫ��r���������µıýM���Ķ��M��Ҫ��
����������ճ��ϵ�y(t��ng)���_���ı�����նȞ�1.6×10- 3 Pa�����r��նȞ�2.4×10- 2 Pa���鵽������ն����Õr�g��20 min 22 s���M��Ҫ����ճ��ϵ�y(t��ng)��Ҫ�ɴֳ�á�����á�ǰ�����Լ�֮�g�Ĺܵ����y�T�M�ɡ��OӋ��ճ��ϵ�y(t��ng)�r��Ҫ���]���r�g���O�މ��������r�g�ֳִַ�r�g������r�g������b���^��r�ֳ�r�g����Ҫ�r�g����ͨ�^����ֳ�ó��ف�p�����r�g�����ڲ�ͬ������B(t��i)�³��r�g��Ӌ���в�ͬ��Ӌ�㷽������Ҫ���Д�������B(t��i)������Ӌ�㡣Ӱ푘O�މ�������Ҫ���������ó��١��b�ñ���Ś��ʣ��������õ���Ч�����ܹܵ����������ƣ����b�ñ���Ś��ʌ���ÿ�N���϶���һ�ӣ��茦�b�������ò��Ϸքe��Ӌ�㡣
�������Č�����������O�����ճ��ϵ�y(t��ng)����Ԕ���ķ������OӋ�����o���˾��w���OӋ���E��ϣ�����Ժ�����b�õ����ϵ�y(t��ng)�OӋ����һ���ą����rֵ��